
石化双头螺栓尺寸表,hg20613全螺纹螺栓生产厂家,石化双头螺栓,35CrMoa双头螺栓生产厂家
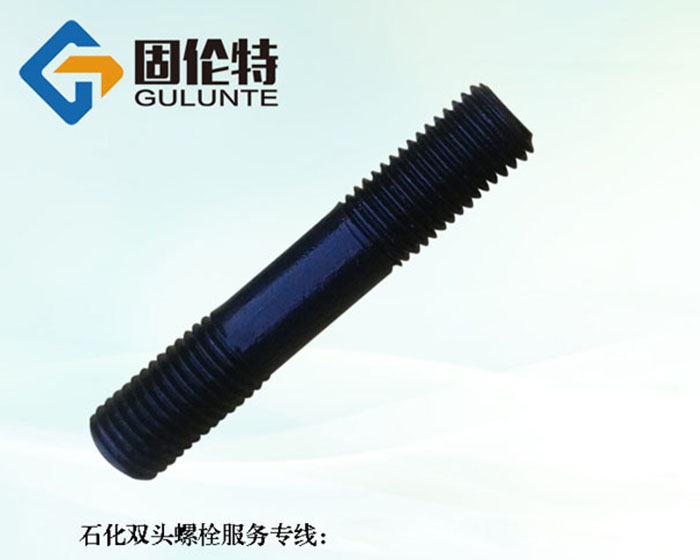
镀后螺纹拧合困难。热浸镀锌后余锌粘留在螺纹中不容易去除干净,而且锌层厚薄不均匀,影响了螺纹件的配合。在GB/T13912—1992《金属覆盖层钢铁制品热浸镀锌层技术要求》、石化双头螺栓尺寸表GB/T2314—1997《电力金具通用技术要求》中规定;双头螺柱的外螺纹应在热浸镀前按GB196标准规定加工或辗制,而内螺纹可在热浸镀前或后进行加工。

但在实际应用中客户往往要求内外螺纹均有镀锌层,hg20613全螺纹螺栓生产厂家故人们采用多种措施来解决螺纹配合件的热浸镀锌问题。如螺纹件镀后的回攻;预留较大配合间隙;离心甩等方法。回攻容易破坏螺纹部分镀层,甚至裸露钢铁基体,造成双头螺柱锈蚀。故意超范围加大螺母孔径或预留配合间隙,很容易降低配合强度,对于高强度配合这是不允许的。石化双头螺栓国内目前以机械式离心甩去余锌为普遍。

石化双头螺栓尺寸表, hg20613全螺纹螺栓生产厂家,石化双头螺栓,35CrMoa双头螺栓生产厂家

另外,人们从热浸镀锌工艺本身考虑,调整热镀温度和浸镀时间来改善镀层质量,也没有从根本上解决问题。热浸镀锌操作温度高,会降低高强度双头螺柱的机械强度。35CrMoa双头螺栓生产厂家8.8级螺栓经热浸镀锌后部分螺纹的强度低于标准要求;9.8级以上的螺栓经热浸镀锌后的强度基本上无法达到要求。



 冀公网安备 13092102000434号
冀公网安备 13092102000434号 客服1
客服1